
Высокоскоростной ребристый пресс для кондиционера C-образной рамы
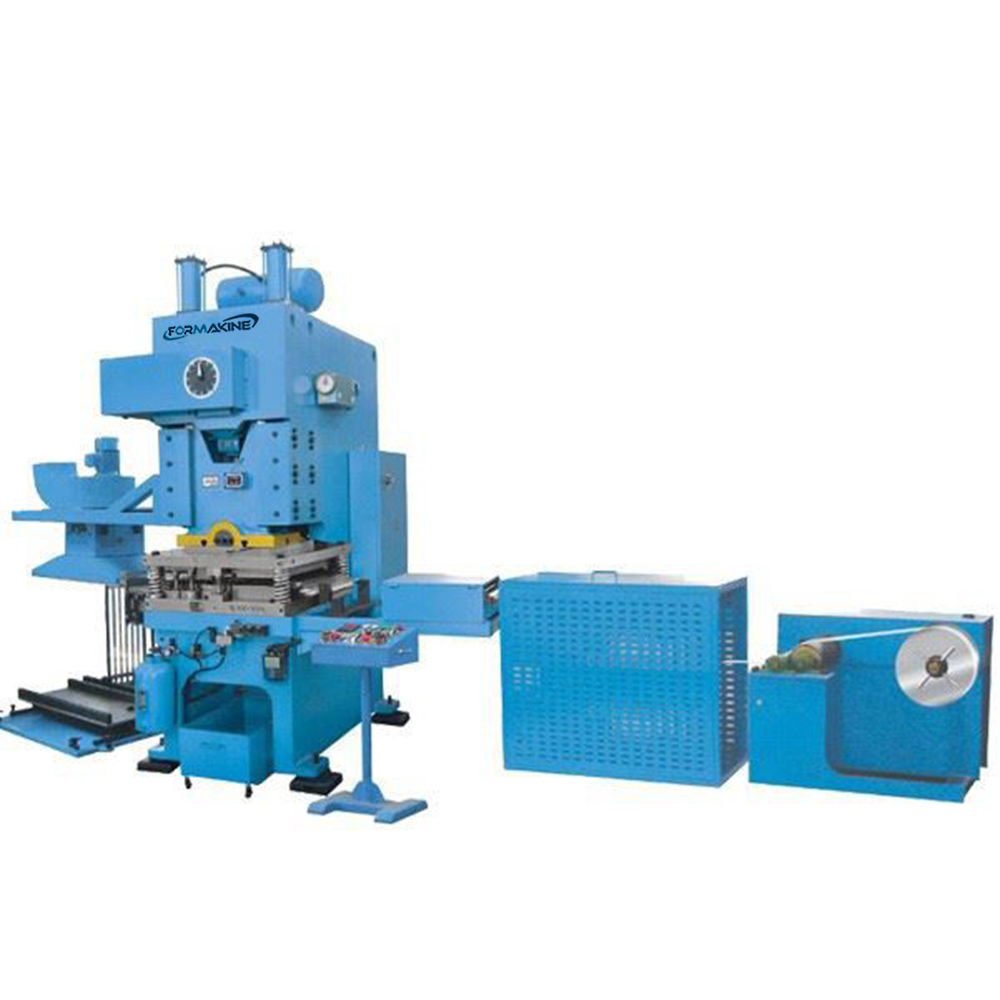


Описание продукта
1. Спецификация
1.1 Тип: JL21-63B, C-образная рама
1.2 Мощность: 630 кН
1,3 удара в минуту: 100-150 ударов в минуту
1.4 Ход слайда: 50 мм
1.5 Регулировка высоты штампа: 80 мм
1,6 Макс.Высота набора штампов: 285 мм
1.7 Иметь моторизованную регулировку высоты штамповки
1.8 Быть оборудованным гидравлической защитой от перегрузки
1.9 Площадь опоры (LR x FB x толщина): 850x580x90 мм
1.10 Площадь валика: (LR x FB): 600x350 мм
1.11 Рисунок ребра: покупатель предоставляет чертеж (15,88X33X38,1X8RX1P)
1.12 Быть оснащенным движущимся ящиком для мусора
1.13 Иметь функцию 1P→2P
1.14 Быть оборудованным смазочным устройством, чтобы продлить срок службы штампа
1.15 Быть оборудованным ручным насосом для смазки
1.16 Метод работы: подвижная панель управления
2. Разматыватель
2.1 Тип: конусообразный расширенный тип
2.2 Материал: алюминиевая катушка
2.3 Макс.Внешний диаметр катушки: Φ850 мм
2.4 Внутренний диаметр катушки: Φ75±5 мм
2,5 Макс.ширина катушки: 300 мм
2.6 Направление подачи: справа налево
3. Масляный бак и проводная подача змеевика
3.1 Тип: в масляной ванне
3.2 Тип проводника: подвижное стопорное кольцо
3.3 Тип с подавлением алюминиевой катушки: роликовый
4. Вакуумная присоска и блок сбора
4.1 Тип: автоматически всасывается вакуумным воздухом с закрытием/открытием
4.2 Регулировка всасывания: Отрегулируйте пластину выхода вакуумной присоски.
4.3 Зона всасывания: Ш300xД1000
4.4 Тип сбора: двухместный передвижной сборщик
4.5 Метод перемещения укладчика: ручной
4.6 Размер ребер сборной пластины: Ш300xД1000
4.7 Высота сбора материала: 600 мм
5. Электрическая система
5.1 Тип: подвесной электрошкаф, подвижная панель управления с сенсорным экраном
5.2 Напряжение питания: подтверждается Покупателем
5.3 Резка поперек: периодический подсчет, контроль длины ребра с помощью электрического цилиндра
5.4 Подсчет укладок: подсчитывать периодически;автоматический контроль количества плавников
5.5 Требуемое давление воздуха: 5 кг/см2 (+20%)
6. Другие
6.1 Окраска: стандартная или индивидуальная.
6.2 Подключение к сети и трубам: обеспечивается покупателем
6.3 Быть оборудованным защитной световой завесой
6.4 Фундамент: предоставленный продавцом чертеж фундамента, сделанный покупателем.
6.5 Руководство: руководство на английском языке x1
6.6 Список запасных частей
(1)Уплотнение ТС 95X125X12: 1
(2)Печать ООН UN070: 1
(3)Печать ООН UN020: 1
(4) Фундаментный болт: 4
6.7 Торговая марка основных деталей
| Клапан сцепления | Сделано MAC (США) |
| электромагнитный клапан | ФЕСТО |
| ПЛК | ОМРОН |
| ВЫКЛЮЧАТЕЛЬ | TE |
| КОНТАКТОР | АББ |
| СМАЗОЧНЫЙ НАСОС | JONGJIA-LUBE |
| Дисплей | ДЕЛЬТА |
6.8 Предоставьте чертеж ребра в течение одной недели после заключения контракта, включая чертеж схемы ребра и чертеж таблицы.
7. Стандарт приемки
Стандарт приемки: должен соответствовать техническому соглашению и подходить для штампа ребра для производства квалифицированной продукции.
Отображение изображения


Фин Умереть
Мы занимаемся производством этих плавников более 30 лет, уже поставили нашим клиентам более 3000 комплектов плавников:
Как Германия Volkswagen - FAW Автомобильный кондиционер бака, Guangdong CHIGO Air Conditioning Co., Ltd.
Wuhan New Century Refrigeration Company (за пределами Японии Sanyo) Крупногабаритный холодильник, Шанхайский завод кондиционеров.
Кстати, мы также экспортировали плавники в другие страны: США, Россию, Новую Зеландию, Польшу, Иран, ОАЭ, Египет, Саудовскую Аравию, Аргентину.
1. Особенности плавниковой матрицы
Ребристая матрица является независимым подузлом от большого основания пресс-формы, где блок кромки лезвия имеет независимую направляющую колонну и направляющую втулку.
Каждый шаг обработки выглядит следующим образом:
1.1) Чертежный блок: По расчетным данным на полосовом материале предварительно вычерчивается выпуклая оболочка определенной высоты и диаметра.Среди них каждый канал имеет независимое устройство регулировки, а индикатор отображения положения может записывать соответствующее количество регулировочных высот пуансона канала для последующей удобной регулировки.
1.2) Блок формирования жалюзи: Промойте трещину жалюзийного типа на полосовом материале в соответствии с требованиями схемы ребер.Устройство имеет независимую направляющую колонну и направляющую втулку для обеспечения разумного зазора между верхней и нижней формами.
1.3) Пробивной отбортовочный узел: выворачивание поверочной линейки и электротермического отверстия на полосовом материале с перфорированной выпуклой оболочкой.Устройство имеет независимую направляющую колонну и направляющую втулку для обеспечения разумного зазора между верхней и нижней формами.
1.4) Устройство двойной отбортовки: на цилиндре отбортовки поверните соломенную шляпу наружу.Имеется независимое устройство регулировки, а индикатор отображения положения может фиксировать соответствующее количество регулировочных высот отбортовки гусеницы.
1.5) Блок продольной резки: используйте три винта, чтобы отрегулировать положение верхнего ножа, чтобы определить количество рядов разрезов.
Устройство имеет независимую направляющую колонну и направляющую втулку для обеспечения разумного зазора между верхней и нижней формами.
1.6) Блок тиснения: прижатие рисунка края ребра.Отрегулируйте положение ножа тремя винтами, чтобы определить количество рядов тиснения.
1.7) Блок подачи: в горловину плавника вставлен небольшой коготь, который протягивает полосу вперед на один шаг.
1.8) Выравнивающий блок:
1.9) Режущий блок: Режет полосовой материал в соответствии с заданным количеством отверстий.
Вышеуказанные блоки собираются в большой опалубке для обеспечения взаимного расположения каждого блока.
2. Пластинчатый материал
2.1) Секция нож/лезвие:
Япония SKD11 для алюминиевых ребер, HRC60-64
Японская порошковая быстрорежущая сталь HAP40 для ребер из нержавеющей стали, HRC62-64
2.2) Опорная пластина штампа:
Легированная инструментальная сталь для штамповки алюминиевых ребер, HRC28-32
Легированная инструментальная сталь для штамповки алюминиевых ребер из нержавеющей стали, HRC56-60
2.3) Сильная весна: Япония MISUMI
2.4) Направляющая колонны: Япония MISUMI
3. Срок службы Fin Die: 10 лет при нормальном использовании, не включая изнашиваемые детали
4. Основное технологическое оборудование
Swiss CA20 Precision Walking Wire Cutting Machine
Обрабатывающий центр OKUMA-BYJC, Япония,
Фрезерный станок с ЧПУ SYMS VMC
Токарный станок с ЧПУ SYMS CAK1626NI
Координатно-шлифовальный станок MG2932B/MG2945B
Тайваньский заточный станок 618-ASD
Тайваньский заточный станок ESG-818M
Тайваньский заточный станок ESC-1A618
Тайваньский заточный станок ESC-1A618
Координатно-сверлильный станок Kunming T4163
Kunming 4240 координатный батут
Трехмерная координатно-измерительная машина
Оптический измерительный прибор
Категории продуктов
-

Холодильный высокоскоростной пресс с алюминиевыми ребрами
-

Высокоскоростной прецизионный пресс с двойным кривошипом H-образной рамы
-

Двухкривошипный высокоскоростной прецизионный пресс
-

Однокривошипный высокоскоростной штамповочный пресс
-

Высокоскоростной ребристый пресс HVAC
-

Высокоскоростной алюминиевый пресс для кондиционера C-образной рамы



































