
C 프레임 에어컨 고속 핀 프레스
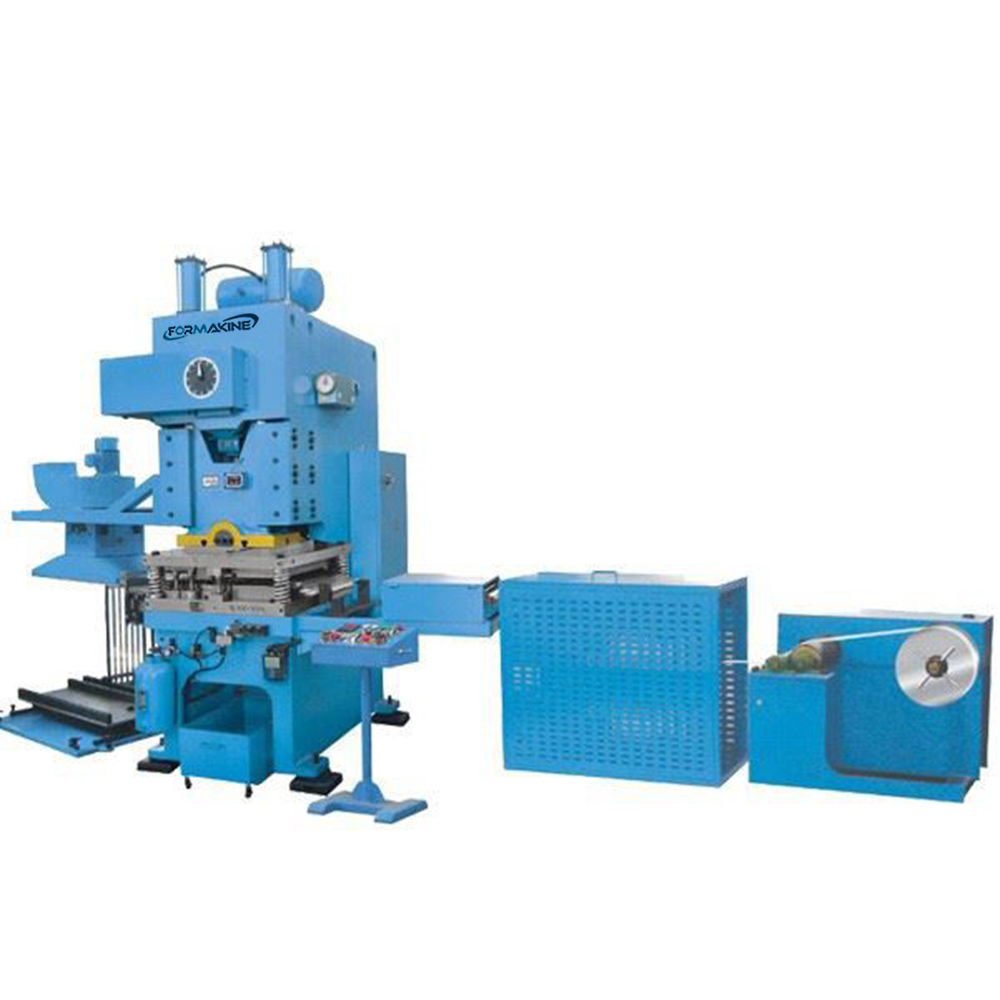


제품 설명
1. 사양
1.1 유형: JL21-63B, C 프레임
1.2 용량: 630KN
분당 1.3 스트로크: 100-150 spm
1.4 슬라이드 스트로크: 50mm
1.5 다이 높이 조정: 80mm
최대 1.6다이 세트 높이: 285mm
1.7 다이 세팅 높이에 대한 전동 조절 장치 장착
1.8 유압식 과부하 보호 장치 장착
1.9 볼스터 영역(LR x FB x 두께): 850x580x90mm
1.10 볼스터 영역: (LR x FB): 600x350mm
1.11 핀 패턴: 구매자가 도면(15.88X33X38.1X8RX1P)을 공급합니다.
1.12 움직이는 정크 박스를 장착하십시오.
1.13 1P→2P기능 탑재
1.14 다이의 수명을 연장하기 위해 윤활 장치를 장착하십시오.
1.15 수동 오일 윤활 펌프 장착
1.16 조작방법 : 조작반 이동
2. 언코일러
2.1 유형: Conicity 팽창 유형
2.2 재질: 알루미늄 코일
2.3 최대코일의 외경: Φ850 mm
2.4 코일 내경: Φ75±5 mm
2.5 최대코일의 폭: 300mm
2.6 먹이는 방향: 오른쪽에서 왼쪽으로
3. 오일 탱크 및 전도성 코일 공급
3.1 유형: 유욕식
3.2 도체 유형: 리테이너 링 이동
3.3 알루미늄 코일 억제형: 롤러
4. 진공 빨판 및 수집 장치
4.1 유형: 폐쇄/개방 상태에서 진공 공기에 의해 자동으로 흡입
4.2 빨기 조정: 진공 빨판의 출구 판을 조정하십시오
4.3 빨기 면적: W300xL1000
4.4 수집 유형: 2인용 이동식 수집 장치
4.5 Stacker 이동 방법: 수동
4.6 수집 판의 크기 핀: W300xL1000
4.7 재료의 수집 높이: 600mm
5. 전기 시스템
5.1 유형: 펜던트 전기 상자, 터치 스크린이 있는 이동 조작 패널
5.2 전원 전압: 구매자가 확인
5.3 교차 절단: 주기적으로 카운트, 핀 길이에 대한 전기 실린더 제어
5.4 스토우 카운트: 주기적으로 카운트;자동 핀 번호 제어
5.5 요구 공기압: 5Kg/cm2 (+20%)
6. 기타
6.1 회화: 표준 또는 주문을 받아서 만드는.
6.2 전원 및 파이프 연결: 구매자가 제공
6.3 안전 라이트 커튼을 장착해야 합니다.
6.4 기초: 판매자가 제공한 기초 도면, 구매자가 작성
6.5 설명서: 영어 설명서 x1
6.6 예비 부품 목록
(1)TC 씰 95X125X12:1
(2)UN 씰 UN070:1
(3)UN 씰 UN020:1
(4) 기초 볼트: 4
6.7 주요 부품 브랜드
| 클러치 밸브 | MAC 제작(미국) |
| 전자기 밸브 | 페스토 |
| PLC | 오므론 |
| 스위치 | TE |
| 접촉기 | 씨줄 |
| 윤활 펌프 | JONGJIA 루베 |
| 표시 단위 | 델타 |
6.8 Fin Pattern 도면 및 Table 도면을 포함하여 계약 체결 후 1주일 이내 Fin 도면 공급
7. 합격기준
수락 기준: 기술 계약에 적합하고 핀 다이에 적합해야 적격 제품을 생산할 수 있습니다.
그림 디스플레이


핀다이
우리는 30년 이상 이 핀 다이를 제조해 왔으며 이미 3000세트 이상의 핀 다이를 고객에게 공급했습니다.
독일 폭스바겐처럼 - FAW 자동차 탱크 에어컨,광동 CHIGO 에어컨 Co., Ltd.
무한 신세기 냉동 회사(일본 산요 너머) 대형 냉장고, 상하이 에어컨 공장.
그건 그렇고, 우리는 또한 미국, 러시아, 뉴질랜드, 폴란드, 이란, UAE, 이집트, 사우디 아라비아, 아르헨티나와 같은 다른 국가에 핀 다이를 수출했습니다.
1. 핀 다이 기능
핀 다이는 블레이드 에지 유닛에 독립적인 가이드 컬럼과 가이드 슬리브가 있는 대형 몰드 베이스의 독립적인 하위 유닛입니다.
다음과 같은 각 처리 단계:
1.1) 도면 단위: 계산된 데이터에 따라 일정한 높이와 직경의 볼록 껍질이 스트립 재료에 미리 그려집니다.그 중 각 채널에는 독립적인 조정 장치가 있으며 위치 표시 표시기는 나중에 편리한 조정을 위해 채널 펀치의 해당 조정 높이 수를 기록할 수 있습니다.
1.2) 루버 성형부: 핀 구성표에서 요구하는 대로 스트립 재료의 루버형 크랙을 플러시합니다.이 장치에는 독립적인 가이드 컬럼과 가이드 슬리브가 있어 상부 및 하부 금형 사이의 적절한 간극을 보장합니다.
1.3) 펀칭 플랜징 유닛: 펀칭된 볼록 선체가 있는 스트립 재료의 직선 모서리와 전열 구멍을 뒤집습니다.이 장치에는 독립적인 가이드 컬럼과 가이드 슬리브가 있어 상부 및 하부 금형 사이의 적절한 간극을 보장합니다.
1.4) 이중 플랜지 장치: 플랜지 실린더에서 밀짚모자를 바깥쪽으로 돌립니다.독립적인 조정 장치가 있으며 위치 표시 표시기는 트랙 플랜지의 해당 조정 높이 수를 기록할 수 있습니다.
1.5) 슬리팅 장치: 3개의 나사를 사용하여 상칼의 위치를 조정하여 슬릿의 줄 수를 결정합니다.
이 장치에는 독립적인 가이드 컬럼과 가이드 슬리브가 있어 상부 및 하부 금형 사이의 적절한 간극을 보장합니다.
1.6) 엠보싱 장치: 핀 가장자리 패턴을 누르십시오.세 개의 나사로 나이프 위치를 조정하여 엠보싱 행 수를 결정합니다.
1.7) 공급 장치: 스트립을 한 단계 앞으로 당기기 위해 핀 입으로 들어 올려진 작은 발톱이 있습니다.
1.8) 레벨링 유닛:
1.9) 커팅 유닛: 미리 설정된 구멍 수에 따라 스트립 소재를 커팅합니다.
위의 단위는 각 단위의 상대적 위치를 보장하기 위해 대형 거푸집에 조립됩니다.
2. 핀 다이 재료
2.1) 나이프/블레이드 섹션:
알루미늄 핀용 일본 SKD11, HRC60-64
스테인리스 핀용 일본 HAP40 분말 고속도강, HRC62-64
2.2) 다이 베이스 플레이트:
알루미늄 핀 펀칭용 합금공구강, HRC28-32
스테인레스 스틸 알루미늄 핀 펀칭용 합금 공구강, HRC56-60
2.3) 강한 스프링: 일본 MISUMI
2.4) 가이드 칼럼 가이드: 일본 MISUMI
3. 핀 다이 수명: 정상적인 사용 시 10년, 착용 부품 제외
4. 주요 공정 설비
스위스 CA20 정밀 워킹 와이어 커팅 머신
일본 OKUMA-BYJC 머시닝 센터,
SYMS VMC CNC 밀링 머신
SYMS CAK1626NI CNC 선반
MG2932B/MG2945B 좌표 연삭기
대만 618-ASD 공구 연삭기
대만 ESG-818M 공구 연삭기
대만 ESC-1A618 공구 연삭기
대만 ESC-1A618 공구 연삭기
쿤밍 T4163 좌표 보링 머신
쿤밍 4240 좌표 트램폴린
3차원 좌표 측정기
광학 측정기









































