
Presse à ailettes à grande vitesse pour climatiseur à cadre en C
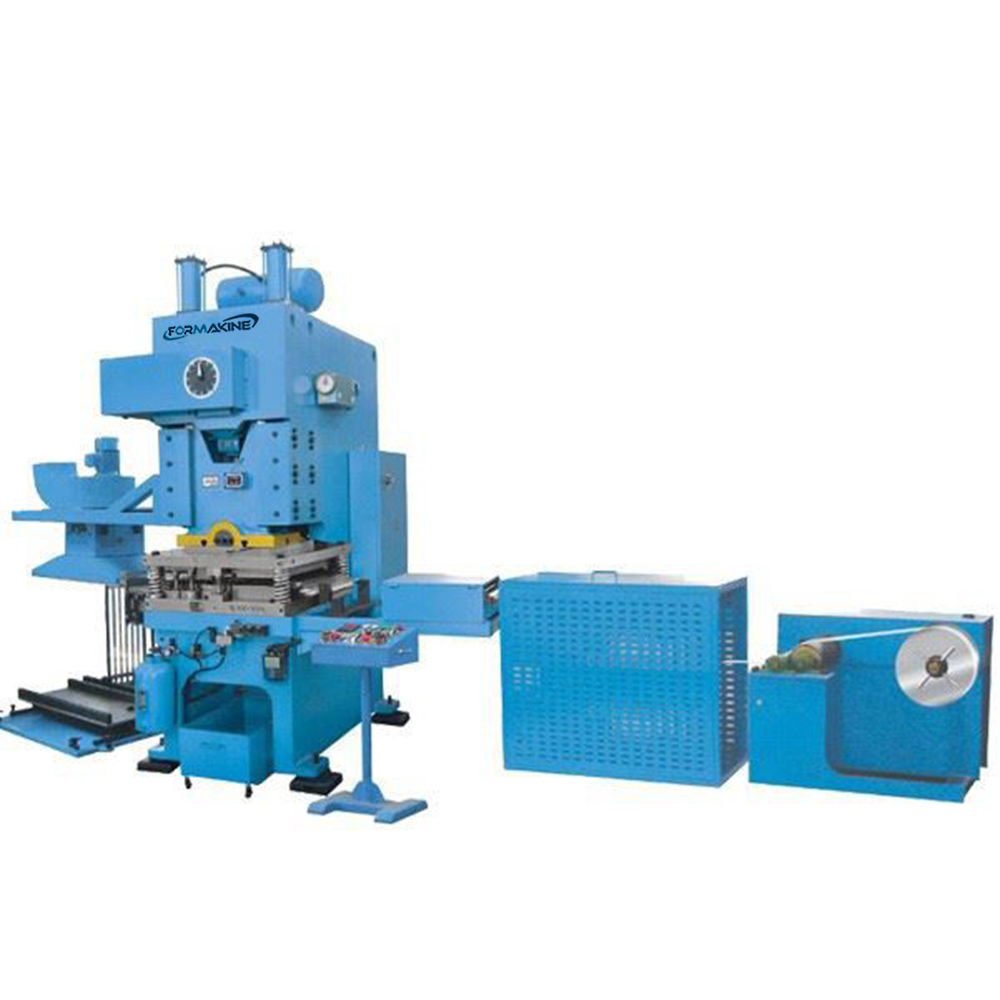


Description du produit
1. Spécification
1.1 Type : JL21-63B, cadre en C
1.2 Capacité : 630KN
1,3 coups par minute : 100-150 spm
1.4 Course de glissière : 50 mm
1.5 Réglage de la hauteur de la matrice : 80 mm
1,6 max.Hauteur du jeu de matrices : 285 mm
1.7 Être équipé d'un réglage motorisé de la hauteur de sertissage
1.8 Être équipé d'une protection hydraulique contre les surcharges
1.9 Zone de traversin (LR x FB x épaisseur) : 850 x 580 x 90 mm
1.10 Zone de traversin : (LR x FB) : 600 x 350 mm
1.11 Motif d'aileron : l'acheteur fournit le dessin (15,88 x 33 x 38,1 x 8rx1p).
1.12 Être équipé d'une poubelle mobile
1.13 Être équipé de la fonction 1P→2P
1.14 Être équipé d'une unité de lubrification, pour prolonger la durée de vie de la matrice
1.15 Être équipé d'une pompe de lubrification manuelle à l'huile
1.16 Méthode de fonctionnement : panneau de commande mobile
2. Dérouleur
2.1 Type : Type distendu à conicité
2.2 Matériau : bobine d'aluminium
2.3 Max.Diamètre extérieur de la bobine : Φ850 mm
2.4 Diamètre intérieur de la bobine : Φ75±5 mm
2,5 max.largeur de la bobine : 300 mm
2.6 Sens d'alimentation : de droite à gauche
3. Réservoir d'huile et alimentation par bobine conduite
3.1 Type : type à bain d'huile
3.2 Type de conducteur : anneau de retenue mobile
3.3 Type de bobine d'aluminium supprimé : rouleau
4. Ventouse sous vide et unité de collecte
4.1 Type : aspiré automatiquement par l'air sous vide avec fermeture/ouverture
4.2 Ajustement d'aspiration : ajustez la plaque de sortie de l'aspirateur
4.3 Zone d'aspiration : W300xL1000
4.4 Type de collecte : unité de collecte mobile à double siège
4.5 Méthode de déplacement du gerbeur : manuelle
4.6 Taille des ailettes de la plaque collectrice : W300xL1000
4.7 Hauteur de collecte du matériau : 600 mm
5. Système électrique
5.1 Type : boîtier électrique suspendu, panneau de commande mobile avec écran tactile
5.2 Tension d'alimentation : confirmée par l'acheteur
5.3 Coupe transversale : compter périodiquement, contrôle du vérin électrique pour la longueur des ailettes
5.4 Comptage de stockage : compter périodiquement ;contrôle automatique du nombre d'ailerons
5.5 Pression d'air demandée : 5Kg/cm2 (+20%)
6. Autres
6.1 Peinture : standard ou personnalisée.
6.2 Raccordement électrique et tuyauterie : fourni par l'acheteur
6.3 Être équipé d'une barrière immatérielle de sécurité
6.4 Fondation : plan de fondation fourni par le vendeur, réalisé par l'acheteur
6.5 Manuel : manuel en anglais x1
6.6 Liste des pièces de rechange
(1)Joint TC 95X125X12 : 1
(2) Sceau ONU UN070 : 1
(3) Sceau ONU UN020 : 1
(4) Boulon de fondation : 4
6.7 Marque des pièces principales
| Soupape d'embrayage | Fabriqué par MAC (États-Unis) |
| Vanne électromagnétique | FESTO |
| API | OMRON |
| CHANGER | TE |
| CONTACTEUR | ABB |
| POMPE DE LUBRIFICATION | JONGJIA-LUBE |
| Unité d'affichage | DELTA |
6.8 Fournir le dessin des ailettes dans la semaine suivant la conclusion du contrat, y compris le dessin du motif des ailettes et le dessin du tableau
7. Norme d'acceptation
Norme d'acceptation : doit être adaptée à l'accord technique et adaptée à la filière pour produire la production qualifiée.
Affichage de l'image


Aileron dé
Nous fabriquons ces Fin Dies depuis plus de 30 ans, déjà fourni plus de 3000 ensembles de Fin Dies à nos clients :
Comme l'Allemagne Volkswagen - FAW Climatisation de réservoir automobile, Guangdong CHIGO Air Conditioning Co., Ltd.
Wuhan New Century Refrigeration Company (au-delà du Japon Sanyo) Réfrigérateur à grande échelle, Usine de climatiseurs de Shanghai.
Soit dit en passant, nous avons également exporté les Fin Dies vers d'autres pays : États-Unis, Russie, Nouvelle-Zélande, Pologne, Iran, Émirats arabes unis, Égypte, Arabie saoudite, Argentine.
Caractéristiques de la matrice 1.Fin
La Fin Die est une sous-unité indépendante de la grande base de moule, où l'unité de bord de lame a une colonne de guidage et un manchon de guidage indépendants.
Chaque étape de traitement comme suit :
1.1) Unité de dessin : selon les données calculées, une certaine coque convexe de hauteur et de diamètre est pré-dessinée sur le matériau de la bande.Parmi eux, chaque canal a un dispositif de réglage indépendant, et un indicateur d'affichage de position peut enregistrer le nombre correspondant de hauteurs de réglage du poinçon de canal pour un réglage pratique ultérieur.
1.2) Unité de formation de persienne : rincez la fissure de type persienne sur le matériau de la bande comme l'exige le schéma d'ailettes.L'unité dispose d'une colonne de guidage indépendante et d'un manchon de guidage pour assurer un dégagement raisonnable entre les moules supérieur et inférieur.
1.3) Unité de bordage par poinçonnage : retournement du bord droit et du trou électrothermique sur le matériau en bande avec coque convexe perforée.L'unité dispose d'une colonne de guidage indépendante et d'un manchon de guidage pour assurer un dégagement raisonnable entre les moules supérieur et inférieur.
1.4) Unité de double bridage : Sur un vérin de bridage, tourner le chapeau de paille vers l'extérieur.Il y a un dispositif de réglage indépendant, et un indicateur d'affichage de position peut enregistrer le nombre correspondant de hauteurs de réglage du bridage de la voie.
1.5) Unité de refendage : Utilisez trois vis pour régler la position du couteau supérieur afin de déterminer le nombre de rangées de fentes.
L'unité dispose d'une colonne de guidage indépendante et d'un manchon de guidage pour assurer un dégagement raisonnable entre les moules supérieur et inférieur.
1.6) Unité de gaufrage : Appuyez sur le motif de bord fin.Ajustez la position du couteau avec trois vis pour déterminer le nombre de rangées de gaufrage.
1.7) Unité d'alimentation : Il y a une petite griffe soulevée dans la bouche de la nageoire pour tirer la bande vers l'avant d'un pas.
1.8) Unité de nivellement :
1.9) Unité de coupe : coupe le matériau en bande conformément au nombre de trous prédéfini.
Les unités ci-dessus sont assemblées dans un grand coffrage pour assurer la position relative de chaque unité.
2.Matériel de matrice d'aileron
2.1) Section couteau/lame :
Japon SKD11 pour ailettes en aluminium, HRC60-64
Japon HAP40 acier rapide en poudre pour ailettes en acier inoxydable, HRC62-64
2.2) Plaque de base de matrice :
Acier à outils allié pour le poinçonnage des ailettes en aluminium, HRC28-32
Acier à outils allié pour le poinçonnage des ailettes en aluminium en acier inoxydable, HRC56-60
2.3) Printemps fort : Japon MISUMI
2.4) Guide colonne guide : Japon MISUMI
3. Durée de vie de la matrice d'ailettes : 10 ans en utilisation normale, ne comprend pas les pièces d'usure.
4. Principaux équipements de traitement
Machine de découpe de fil de marche de précision Swiss CA20
Centre d'usinage Japon OKUMA-BYJC,
Fraiseuse CNC SYMS VMC
Tour CNC SYMS CAK1626NI
Rectifieuse de coordonnées MG2932B/MG2945B
Rectifieuse d'outils Taiwan 618-ASD
Rectifieuse d'outils Taiwan ESG-818M
Rectifieuse d'outils Taiwan ESC-1A618
Rectifieuse d'outils Taiwan ESC-1A618
Kunming T4163 coordonne l'aléseuse
Trampoline coordonné Kunming 4240
Machine de mesure tridimensionnelle tridimensionnelle
Instrument de mesure optique
Catégories de produits
-

Presse à ailettes en aluminium à grande vitesse de réfrigération
-

Presse de précision à double manivelle à cadre en H
-

Presse de précision haute vitesse à double manivelle
-

Presse à emboutir à grande vitesse à manivelle unique
-

Presse à ailettes haute vitesse HVAC
-

Presse en aluminium à grande vitesse pour climatiseur à cadre en C



































