
Hochgeschwindigkeits-Lamellenpresse für Klimaanlagen mit C-Rahmen
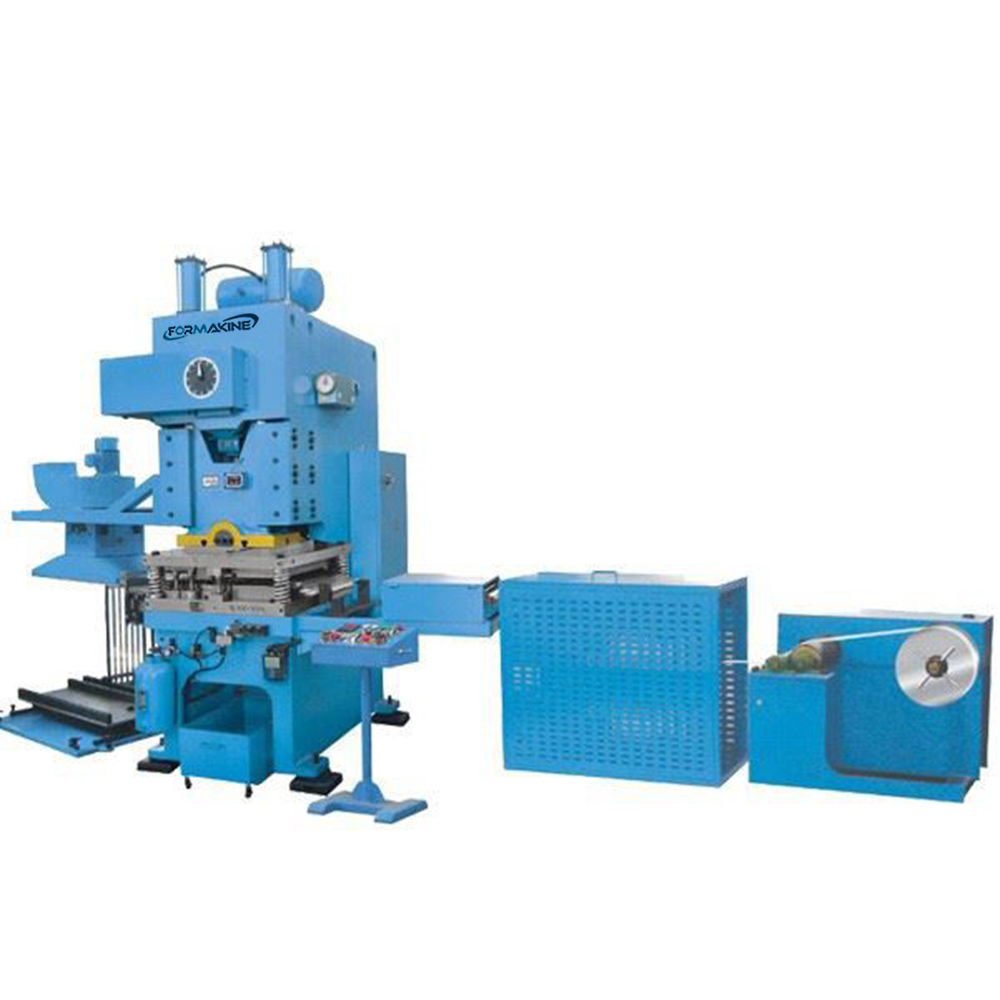


Produktbeschreibung
1. Spezifikation
1.1 Typ: JL21-63B, C-Rahmen
1.2 Kapazität: 630 kN
1,3 Schläge pro Minute: 100–150 Schläge pro Minute
1.4 Schlittenhub: 50 mm
1,5 Matrizenhöhenverstellung: 80 mm
1,6 max.Höhe des Matrizensatzes: 285 mm
1.7 Mit einer motorischen Einstellung der Stanzhöhe ausgestattet sein
1.8 Mit hydraulischem Überlastschutz ausgestattet sein
1,9 Polsterbereich (LR x FB x Dicke): 850 x 580 x 90 mm
1.10 Polsterfläche: (LR x FB): 600 x 350 mm
1.11 Flossenmuster: Der Käufer liefert die Zeichnung (15,88 x 33 x 38,1 x 8 RX1 P).
1.12 Mit einem Umzugsmüllcontainer ausgestattet sein
1.13 Mit 1P→2P-Funktion ausgestattet sein
1.14 Mit einer Schmiereinheit ausgestattet sein, um die Lebensdauer der Matrize zu verlängern
1.15 Mit manueller Ölschmierpumpe ausgestattet sein
1.16 Betriebsmethode: Bewegliches Bedienfeld
2. Abwickler
2.1 Typ: Konizität aufgeblähter Typ
2.2 Material: Aluminiumspule
2,3 max.Außendurchmesser der Spule: Φ850 mm
2,4 Innendurchmesser der Spule: Φ75±5 mm
2,5 Max.Breite der Spule: 300 mm
2.6 Vorschubrichtung: von rechts nach links
3. Öltank und leitungsgebundene Spulenzuführung
3.1 Typ: Ölbadtyp
3.2 Leitertyp: Haltering beweglich
3.3 Typ mit unterdrückter Aluminiumspule: Rolle
4. Vakuumsauger und Sammeleinheit
4.1 Typ: Automatische Ansaugung durch Vakuumluft mit Schließen/Öffnen
4.2 Saugeinstellung: Passen Sie die Ausgangsplatte des Vakuumsaugers an
4.3 Saugbereich: B300xL1000
4.4 Sammelart: Bewegliche Doppelsitz-Sammeleinheit
4.5 Methode zum Bewegen des Staplers: manuell
4.6 Größe der Lamellen der Auffangplatte: B300xL1000
4.7 Sammelhöhe des Materials: 600 mm
5. Elektrisches System
5.1 Typ: Hängeschaltkasten, bewegliches Bedienfeld mit Touchscreen
5.2 Netzspannung: vom Käufer bestätigt
5.3 Querschneiden: periodisch zählen, elektrische Zylindersteuerung für Lamellenlänge
5.4 Stauzählung: periodisch zählen;automatische Kontrolle der Flossenanzahl
5.5 Erforderlicher Luftdruck: 5 kg/cm2 (+20 %)
6. Andere
6.1 Lackierung: Standard oder kundenspezifisch.
6.2 Strom- und Rohranschluss: vom Käufer bereitgestellt
6.3 Mit einem Sicherheitslichtvorhang ausgestattet sein
6.4 Fundament: gelieferte Fundamentzeichnung des Verkäufers, angefertigt vom Käufer
6.5 Handbuch: Englisches Handbuch x1
6.6 Ersatzteilliste
(1)TC-Dichtung 95X125X12: 1
(2)UN-Siegel UN070: 1
(3)UN-Siegel UN020: 1
(4)Fundamentbolzen: 4
6.7 Hauptteilemarke
| Kupplungsventil | Hergestellt von MAC (USA) |
| Elektromagnetisches Ventil | FESTO |
| SPS | OMRON |
| SCHALTEN | TE |
| SCHÜTZ | ABB |
| SCHMIERPUMPE | JONGJIA-LUBE |
| Anzeigeeinheit | DELTA |
6.8 Liefern Sie die Flossenzeichnung innerhalb einer Woche nach Vertragsabschluss, einschließlich Flossenmusterzeichnung und Tabellenzeichnung
7. Akzeptanzstandard
Abnahmestandard: sollte für die technische Vereinbarung geeignet und für die Rippenmatrize geeignet sein, um die qualifizierte Produktion zu erzeugen.
Bildanzeige


Fin Die
Wir sind seit mehr als 30 Jahren in der Herstellung dieser Fin Dies tätig und haben bereits mehr als 3000 Sätze der Fin Dies an unsere Kunden geliefert:
Wie Deutschland Volkswagen - FAW Automotive Tankklimaanlage, Guangdong CHIGO Air Conditioning Co., Ltd.
Wuhan New Century Refrigeration Company (über Japan hinaus Sanyo) Großkühlschrank, Klimaanlagenfabrik in Shanghai.
Übrigens haben wir die Fin Dies auch in andere Länder exportiert: USA, Russland, Neuseeland, Polen, Iran, Vereinigte Arabische Emirate, Ägypten, Saudi-Arabien, Argentinien.
1.Fin Die-Funktionen
Die Fin-Matrize ist eine unabhängige Untereinheit der großen Formbasis, wobei die Klingenkanteneinheit über eine unabhängige Führungssäule und Führungshülse verfügt.
Jeder Verarbeitungsschritt wie folgt:
1.1) Zeicheneinheit: Gemäß den berechneten Daten wird eine konvexe Hülle mit einer bestimmten Höhe und einem bestimmten Durchmesser auf dem Streifenmaterial vorgezeichnet.Darunter verfügt jeder Kanal über eine unabhängige Einstellvorrichtung, und eine Positionsanzeige kann die entsprechende Anzahl von Einstellhöhen des Kanalstanzers für eine spätere bequeme Einstellung aufzeichnen.
1.2) Lamellenbildungseinheit: Spülen Sie den lamellenartigen Riss im Streifenmaterial gemäß den Anforderungen des Lamellenschemas.Die Einheit verfügt über eine unabhängige Führungssäule und Führungshülse, um einen angemessenen Abstand zwischen der oberen und unteren Form zu gewährleisten.
1.3) Stanzbördeleinheit: Herausklappen der geraden Kante und des elektrothermischen Lochs auf dem Bandmaterial mit gestanzter konvexer Hülle.Die Einheit verfügt über eine unabhängige Führungssäule und Führungshülse, um einen angemessenen Abstand zwischen der oberen und unteren Form zu gewährleisten.
1.4) Doppelbördelgerät: Drehen Sie bei einem Bördelzylinder den Strohhut nach außen.Es gibt eine unabhängige Einstellvorrichtung und eine Positionsanzeige kann die entsprechende Anzahl der Einstellhöhen der Umbördelung der Schiene erfassen.
1.5) Schlitzeinheit: Passen Sie die Position des Obermessers mit drei Schrauben an, um die Anzahl der Schlitzreihen zu bestimmen.
Die Einheit verfügt über eine unabhängige Führungssäule und Führungshülse, um einen angemessenen Abstand zwischen der oberen und unteren Form zu gewährleisten.
1.6) Prägeeinheit: Pressen des Rippenkantenmusters.Passen Sie die Messerposition mit drei Schrauben an, um die Anzahl der Prägereihen zu bestimmen.
1.7) Vorschubeinheit: In der Flossenmündung befindet sich eine kleine Klaue, die den Streifen einen Schritt nach vorne zieht.
1.8) Nivelliereinheit:
1.9) Schneidwerk: Schneidet das Bandmaterial entsprechend der voreingestellten Lochanzahl.
Die oben genannten Einheiten werden in einer großen Schalung zusammengebaut, um die relative Position jeder Einheit sicherzustellen.
2.Fin-Matrizenmaterial
2.1) Messer-/Klingenbereich:
Japan SKD11 für Aluminiumlamellen, HRC60-64
Japan HAP40 Pulver-Schnellarbeitsstahl für Edelstahlflossen, HRC62-64
2.2) Matrizengrundplatte:
Legierter Werkzeugstahl zum Stanzen von Aluminiumrippen, HRC28-32
Legierter Werkzeugstahl zum Stanzen von Edelstahl-Aluminiumrippen, HRC56-60
2.3) Starker Frühling: Japan MISUMI
2.4) Führungssäulenführung: Japan MISUMI
3.Lebensdauer der Flossenmatrize: 10 Jahre bei normalem Gebrauch, ohne Verschleißteile
4. Hauptverarbeitungsgeräte
Swiss CA20 Präzisions-Schneiddrahtschneidemaschine
Japan OKUMA-BYJC Bearbeitungszentrum,
SYMS VMC CNC-Fräsmaschine
SYMS CAK1626NI CNC-Drehmaschine
MG2932B/MG2945B Koordinatenschleifmaschine
Taiwan 618-ASD Werkzeugschleifmaschine
Taiwan ESG-818M Werkzeugschleifmaschine
Taiwan ESC-1A618 Werkzeugschleifmaschine
Taiwan ESC-1A618 Werkzeugschleifmaschine
Kunming T4163 koordiniert Bohrmaschine
Kunming 4240 Koordinatentrampolin
Dreidimensionales Koordinatenmessgerät
Optisches Messgerät
Produktkategorien
-

Hochgeschwindigkeits-Lamellenpresse aus Aluminium für die Kühlung
-

Hochgeschwindigkeits-Präzisionspresse mit H-Rahmen und Doppelkurbel
-

Doppelkurbel-Hochgeschwindigkeits-Präzisionspresse
-

Einkurbel-Hochgeschwindigkeits-Stanzpresse
-

HLK-Hochgeschwindigkeits-Lamellenpresse
-

C-Rahmen-Klimaanlage, Hochgeschwindigkeits-Aluminiumpresse



































